


2020/4/27
不良率管制圖介紹-濬騰新技智慧型線束檢查站精實看板系統
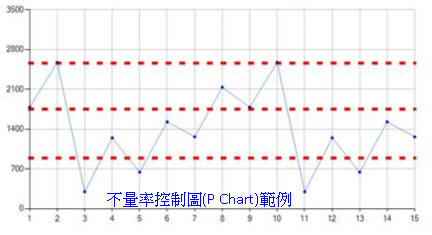
不良率管制圖使用情況
- 不良率p已知
假設不良率p已知,或p值由管理人員決定,則不良率管制圖的參數計算如下:
中心線=p
p管制圖之實施步驟包括抽取n個樣本,計算樣本不良率hat{p},並將hat{p}點在圖上,只要hat{p}在管制界限內,且不存在系統性、非隨機性的變化,則可認為在水準p下,制程處於管制內(in control)。假設有任一點超出管制界限,或者存在非隨機性變化的情形,則表示制程的不良率已改變且制程不在管制內(out of control)。
- 不良率p不知
若制程不良率p未知,則p值需從觀測資料中估計。一般的程式是初步選取m組樣本為n的樣本,通常m為20或25,
假設第I 組樣本含有Di個不合格品,則不良率為:
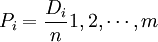
全體樣本之平均不良率為:
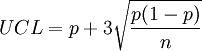
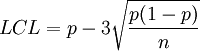
統計量為不良率p的估計值。 p管制圖中心線及管制界限之計算為:
以上所得的管制界限稱為試用管制界限(trial control limits),它可先試用於最初的m組樣本,來決定制程正否在管制內。為了測試過去制程在管制內的假設,我們可先將m組樣本之不良率分別繪在管制圖上,然後分析這些點所顯示的結果。若所有的點均在試用管制界限內且不存有系統性的模型則表示過去制程正在管制內,試用管制界限能夠延用於目前或未來的制程。
假設有一點或更多點超出試用管制界限,則顯示過去的制程並非在管制內此時必須修正試用管制界限。其作法是檢查每一個超出管制界限的點找出其非機遇原因,然後將這些點捨棄,重新按相同之方法算出管制界限並檢查在圖上的點正否超出新的管制界限或存有非隨機性的模型。若有點超出。新的管制界限外,則須再修正管制界限,直到所有的點均在管制內。此時的管制界限才能延用於目前或未來的制程。
特點
- 可以掌握某產品或類別或生產線等取樣母體在某段時間內的不良率狀況,瞭解系統在正常情況下的不良狀況,有助於做成本分析。
- 對於突發事件(特殊原因)影響程度及時瞭解。
- 便於預測下一階段的不良率。
P-chart不良率控制圖的應用場合
-
單個產品在某一個工序的不良率
-
單個產品在某幾個工序的不良率
-
多個產品在某同一工序的不良率
-
多個產品在某同幾工序的不良率
-
單個客戶某一產品的不良率
-
單個客戶部分產品的不良率
-
多個客戶全部產品的不良率
-
同一產品在不同部門或生產線的不良率
-
同一部門或生產線生產不同產品的不良率
-
不同班次所生產產品不良率
-
不同檢驗人員所檢驗的不良率
-
不同時期限的不良率
-
不同機台的生產的不良率
【濬騰新技】發佈智慧型線束檢查站精實看板系統
- 線束線色錯或空位檢測
-
線束導線導通檢測
-
整合SOP、kanban、SPC及導通測試形成一個完善的線束標準檢查作業系統
